
產(chǎn)品和解決方案
為全球客戶提供電池智能制造整體解決方案與服務(wù)
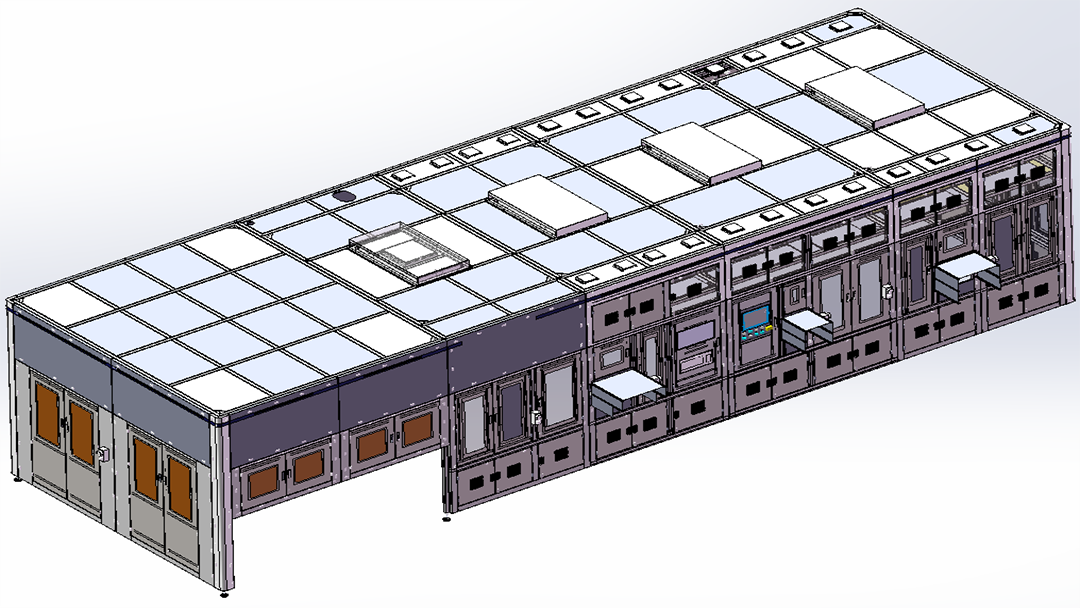
本要求適用于CL系列方形鋁殼疊片電芯正極蓋板壓裝&預(yù)點焊設(shè)備,具備電芯掃碼、電芯上料、正極極耳折彎、電芯壓裝、焊縫檢測、正極蓋板預(yù)焊、焊后檢測、電芯下料等功能。
◆設(shè)備最終優(yōu)率:≥99.5%(來料不良除外);設(shè)備故障率:≤2%:設(shè)備產(chǎn)能:≥16PPM;
◆折彎要求:對正極極耳進行“z”字折彎處理,蓋板與極組前后、左右位置居中對稱,位置偏差≤0.2mm;折彎采用伺服控制,折彎過程伺服扭力監(jiān)控,增加上、下壓刀設(shè)計,保證最終極耳位置滿足2字折彎效果,折彎后極耳無開裂、軟連接位置無損傷;
◆壓裝要求:壓力50-1000N可調(diào),范圍可設(shè)定,實時監(jiān)控,預(yù)焊點位置設(shè)計獨立壓緊機構(gòu)保證焊點位置間隙滿足要求,與殼體間隙≤0.03m(人工塞尺檢測,來料原 因除外);
◆預(yù)焊要求:預(yù)焊焊點尺寸:長度3mm*寬度1mm,共16個預(yù)焊點,長邊各7個,短邊各1個;焊點中心位置:對稱布置;焊前檢測配置輪廓儀檢測臺階,臺階0.25mm;需要有角部直線檢測,并檢測每一個預(yù)焊點位置;檢測間隙值≤0.06mm;
◆激光器:激光器、焊接頭配置溫度報警功能,設(shè)備內(nèi)外部光纖移動過程中需要進行保護對缺水和導(dǎo)電率進行檢測、報警提示,進出水配置水壓、溫度檢測,信息連接至PLC,實現(xiàn)異常報警;進水配置過濾器,過濾精度暫定≥1500目;激光功率實時監(jiān)控(顯示峰值功率)激光焊接位置增加環(huán)境隔離設(shè)計,減少粉塵污染;
◆預(yù)焊后檢測:對預(yù)焊后焊點的開裂情況、位置進行檢測;CCD檢測精度±0.15mm;檢測要求漏殺率0%,過殺率≤1%;增加圖片存儲功能,保存原圖和處理后圖片(包含0K和NG圖片),0K圖片存儲時間≥1個月,NG圖片存儲時間≥6個月;對預(yù)焊的每個點位置均需檢測(長、短邊均需檢測);
版權(quán)所有 ? 2024?深圳市大族鋰電智能裝備股份有限公司 | 粵ICP備2022101647號



